



 +86-13516964051
+86-13516964051 


News
Aluminum alloy low








0102030405
A Guide to Surface Treatment Processes for Automotive Aluminum Alloy Castings
2025-11-05
A Guide to Surface Treatment Processes for Automotive Aluminum Alloy Castings
In the trend of automotive lightweighting, aluminum alloy castings have become core components due to their high strength and light weight. However, the surface treatment process directly determines their corrosion resistance, appearance, and service life—a key consideration for global automotive dealers when selecting processes for downstream customers. This article will help you quickly identify the appropriate surface treatment solution and improve customer conversion rates by covering the logic of process selection, a detailed explanation of mainstream technologies, and practical matching solutions.

I. First, Clarify: 4 Core Factors Determine Process Selection
Before selecting a surface treatment process, it is essential to identify the core needs of downstream customers to avoid blindly pursuing "high-end processes" or "low-cost solutions."
Performance Priority Principle: Clearly define the application scenario of the casting—for example, engine peripheral parts require "high temperature resistance + oil resistance," chassis parts require "salt spray corrosion resistance," and body trim parts require "scratch resistance + aging resistance." Different needs correspond to the core advantages of different processes.
**Controllable Cost Range:** Process costs can vary by 3-5 times. For example, electroplating costs more than chemical conversion coating. Matching costs to the customer's budget is crucial to avoid order loss due to process premiums.
**Environmental Regulatory Requirements:** Exports to different regions must comply with local standards. For instance, EU RoHS 2.0 prohibits hexavalent chromium, and North America requires VOC emissions below 50g/L. Chromium-free and low-VOC processes (such as chromium-free passivation and powder coating) should be prioritized.
**Customization Needs:** Customer requirements for color (matte/high-gloss/metallic), texture (brushed/frosted), and gloss directly determine whether customizable processes like anodizing and powder coating are used.
II. Detailed Explanation of 5 Mainstream Processes: Advantages, Scenarios, and Precautions:
Each surface treatment process for automotive aluminum alloy castings has its suitable application scenario; the appropriate process must be selected based on the customer's specific needs.
1. Chemical Conversion Coating (Passivation): The Preferred Low-Cost Basic Protection
Core Principle: A 1-5μm protective film (such as chromate or chromium-free passivation film) is formed by the reaction of a chemical solution with the aluminum alloy surface, requiring no external power supply.
Core Advantages: Lowest cost (approximately 0.5-1 RMB/piece), simple process, no deformation risk, suitable for batch processing of structural parts.
Applicable Scenarios: Chassis brackets, engine brackets, and other components requiring "non-appearance + basic corrosion protection"; can also be used as a "priming process" for subsequent coatings to improve coating adhesion.
Precautions: Traditional chromate passivation contains hexavalent chromium and is only suitable for markets without environmental requirements; for export, chromium-free passivation must be selected, with salt spray testing reaching 24-72 hours.
2. Anodizing Process: The Preferred High-Wear Resistance + Personalized Appearance
Core Principle: Aluminum alloy is used as the anode, and electricity is passed through an electrolyte to form a 5-20μm oxide film (which can be dyed), with a tight bond between the film and the substrate.
Core Advantages: Excellent wear resistance (hardness up to HV300), customizable colors (black, silver, gold, etc.), salt spray resistance up to 100-200 hours, balancing performance and appearance.
Applicable Scenarios: Components with "high-frequency contact + appearance display," such as automotive wheels, window frames, and interior Metal Parts, especially favored by new energy vehicle manufacturers (paired with matte black/gunmetal gray to enhance the technological feel).
Precautions: Complex irregularly shaped parts (such as porous castings) are prone to "uneven film layer," requiring prior communication of product structure; cost is higher than passivation (approximately 2-3 RMB/piece).
3. Spraying Process: A High-Cost-Effective Solution Covering All Scenarios
Spraying is divided into powder coating and liquid coating, and is currently the most widely used process for Automotive Castings (accounting for over 60%).
Core Principle: Powder/liquid coating is evenly applied to the surface of the casting using a spray gun, and then cured at high temperature to form a 10-60μm coating.
Core Advantages:
Powder Coating: No VOC emissions, thick coating (scratch-resistant), multiple color options, cost approximately 1.5-2.5 RMB/piece;
Liquid Coating: Achieves delicate textures such as high gloss/matte, suitable for complex curved surfaces, cost approximately 2-4 RMB/piece.
Applicable Scenarios:
Powder Coating: Vehicle pillars, roof racks, battery casings (requiring insulation and impact resistance);
Liquid Coating: Instrument panel frames, door handles, and other components requiring high aesthetic refinement.
Precautions: Casting surfaces must be pre-polished (roughness Ra≤1.6μm), otherwise the coating is prone to peeling; high-temperature curing (180-220℃) may cause deformation of Precision Parts, tolerances must be controlled.
4. Electroplating Process: A "Mirror-like" Solution for High-End Decorative Parts
Core Principle: Through electrolysis, a metal layer (such as nickel, chromium, copper) is deposited on the aluminum alloy surface, forming a 0.5-5μm mirror coating.
Core Advantages: High gloss (mirror-like finish), strong decorative effect, fingerprint resistant, easy to clean, suitable for high-end vehicles.
Applicable Scenarios: Components in luxury cars that enhance the overall vehicle's grade, such as grilles, door handles, and interior metal trim.
Precautions: Highest cost (approximately 5-8 RMB/piece), complex process (requires multiple steps), and contains heavy metals (such as hexavalent chromium), subject to restrictions in some regions; average salt spray performance (approximately 50-100 hours), requires the use of a sealant.
5. Micro-arc Oxidation Process: A "Super Protection" Solution for Extreme Environments
Core Principle: In a special electrolyte, a 5-50μm ceramic oxide film is formed on the aluminum alloy surface through high-voltage pulse discharge, combining the toughness of metal and the hardness of ceramic.
Core Advantages: Extremely high temperature resistance (can withstand temperatures up to 500℃), excellent corrosion resistance (salt spray test can reach over 500 hours), good insulation performance, making it the first choice for "extreme environments".
Applicable Scenarios: High-temperature and high-corrosion components in new energy vehicles, such as motor housings, battery pack terminals, and engine exhaust pipes.
Precautions: High investment and cost (approximately 8-12 RMB/piece). Currently only used in high-end models or special functional parts; appearance is mainly gray and black, with low customization options.

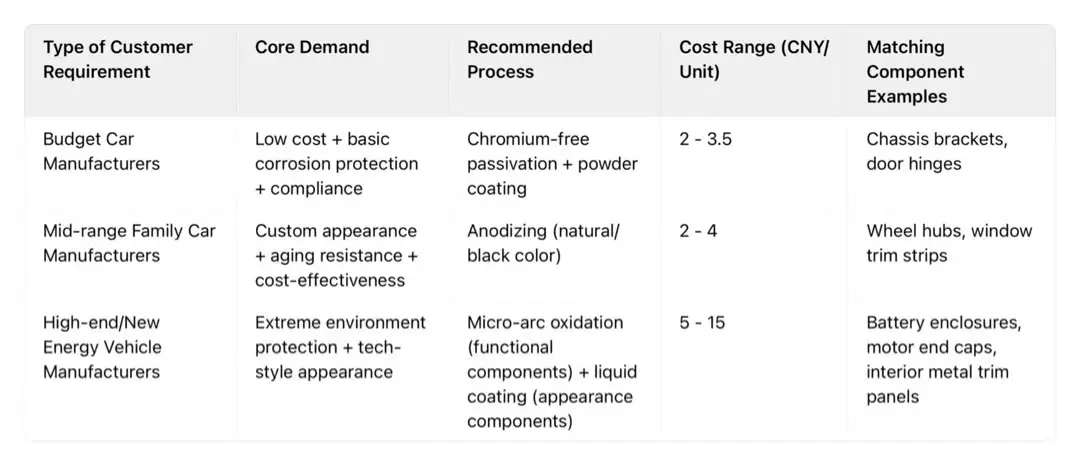
III. Practical Matching: Process Selection Solutions for 3 Typical Customer Needs
Based on common customer scenarios for dealers, we provide actionable selection suggestions:
IV. Dealer Action Suggestions: From "Recommending Processes" to "Closing Orders"
Collect Customer Parameters in Advance: When communicating with downstream customers, prioritize confirming four key pieces of information: "Component Use, Budget, Target Market (Environmental Requirements), and Appearance Preferences," to avoid blindly recommending.
Provide Sample Comparison: For hesitant customers, provide samples of 2-3 processes (e.g., anodizing vs. powder coating) to allow customers to intuitively experience the appearance and feel, accelerating their decision-making.
Emphasis on compliance and after-sales service: Export orders must proactively provide environmental testing reports for the process (such as RoHS and VOC testing), and promise "free rework for quality problems caused by process issues" to reduce customer concerns.