Top 10 Best Uses for Aluminium in Global Industries?
Aluminium is a vital metal in modern industry. Its lightweight, durability, and corrosion resistance make it indispensable. The global demand for aluminium is projected to rise by 6% annually, reaching 80 million tons by 2025, according to the International Aluminium Institute. This trend emphasizes the significance of aluminium in various applications.
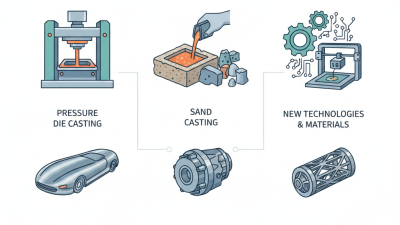
One specific type of aluminium is "Dies Aluminium," used extensively in manufacturing processes. Dies Aluminium allows for precision engineering in automotive parts and aerospace components. Major reports highlight that over 40% of aluminium usage comes from the automotive sector. This growth underscores the need for innovative alloys and efficient production methods.
Despite its advantages, challenges remain. The recycling process can often be inefficient. Moreover, not all segments of the industry utilize Dies Aluminium to its full potential. There is an ongoing need for research and development. New technologies must improve the lifespan and performance of aluminium products. Addressing these issues will enhance sustainability and efficiency in the global aluminium market.

Applications of Aluminium in the Construction Industry
Aluminium plays a crucial role in the construction industry. Its
lightweight nature makes it an ideal material for building structures. Aluminium can be
easily prefabricated, which speeds up construction time. The ability to
withstand harsh weather is another advantage. This durability translates into lower maintenance costs
over time.
In modern architecture, aluminium is used for windows and façades. These elements
enhance not just aesthetics but also energy efficiency. However, there are
challenges in using aluminium. Welding can be tricky, requiring
skilled professionals. Also, recycling aluminium is essential, as
extraction is resource-intensive. Building professionals need to reflect
on these issues to make informed choices about its use.
Cost is another consideration. While aluminium can be more expensive
upfront, its long lifespan can balance the investment. Incorporating aluminium in designs
fosters innovation but requires careful planning. The
balance between aesthetic appeal and practicality
is vital in sustainable construction.
Innovative Uses of Aluminium in Transportation and Automotive Sectors
Aluminium plays a crucial role in the transportation and automotive sectors. This lightweight metal significantly reduces vehicle weight, enhancing fuel efficiency. Car manufacturers increasingly opt for aluminium in engine components, body panels, and wheels. The use of aluminium can lower emissions, making vehicles greener.
In aviation, aluminium's properties are equally valuable. The aviation industry relies on it for wings, fuselages, and other structural components. Its strength-to-weight ratio allows planes to carry more payload while using less fuel. However, challenges remain. The recycling process of aluminium can be energy-intensive, raising environmental concerns.
Moreover, the automotive industry's shift towards electric vehicles adds more complexity. While aluminium supports battery design and improves performance, the mining process for raw materials often involves ecological disruption. This duality in aluminium's use demands constant reflection on sustainability practices.
Role of Aluminium in Packaging and Consumer Goods Industries
Aluminium plays a vital role in the packaging and consumer goods industries. Its lightweight nature makes it an ideal choice for packaging materials. This metal is highly effective at preserving the freshness of food and drinks. The barrier properties of aluminium foil prevent light and oxygen from degrading products. Yet, while aluminium enhances shelf life, its production impacts the environment.
In consumer goods, aluminium offers durability and aesthetic appeal. Many everyday items, like cans and containers, rely on aluminium for strength. It is recyclable, which is a significant advantage. However, the recycling process can sometimes be inefficient. Some products end up in landfills instead. This raises important questions about sustainability in the industry.
Aluminium also contributes to design innovation in packaging. Brands often use it to create eye-catching products. The shiny surface of aluminium can attract consumer attention. Yet, there's a concern about overpackaging. Many companies should reconsider their packaging strategies. Sustainable practices can balance functionality and environmental consciousness in the long run.
Top 10 Best Uses for Aluminium in Global Industries
Aluminium's Contribution to Electronics and Electrical Engineering
Aluminium plays a crucial role in the electronics and electrical engineering sectors. Its lightweight nature makes it ideal for mobile devices. Many gadgets benefit from aluminium's durability and resistance to corrosion. This metal can enhance the performance of electrical components due to its excellent conductivity. It is often used in wiring and circuit boards, making electronic devices more efficient.
When designing an electronic device, consider the thermal properties of aluminium. It dissipates heat effectively, protecting sensitive components. However, over-reliance on aluminium can be a concern. Proper calculations are vital to prevent any thermal issues. Utilizing a mix of materials can sometimes lead to better performance and reliability.
For engineers, choosing the right grade of aluminium is essential. Different alloys serve various purposes. Some may offer better conductivity or strength, depending on your needs. Test and analyze your designs rigorously. Any oversight in material selection can result in future complications. Aim for a balanced approach, utilizing aluminium's advantages while acknowledging its limitations.
Sustainable Practices: Recycling and Reuse of Aluminium in Industries
Aluminium recycling is a key sustainable practice in modern industries. Approximately 75% of all aluminium ever produced is still in use today. Recycling aluminium uses up to 95% less energy compared to producing new aluminium from raw materials. This significant energy saving helps reduce greenhouse gas emissions.
Tips for businesses: Assess your aluminium waste. Implement effective waste separation methods to make recycling easier. Engage with local recyclers to create a partnership focused on sustainability.
Many industries are now incorporating recycled aluminium into their processes. Construction, automotive, and packaging sectors are leading the way. Yet, some companies still overlook the economic benefits of recycling. Rethinking aluminium usage can lead to considerable cost savings. This shift towards aluminium reuse is not just eco-friendly; it’s also a smart business move.
Consider the sources of your aluminium supply. Aim for suppliers who prioritize recycled materials. Encourage your team to advocate for sustainability. By actively engaging in these practices, industries can help create a circular economy.
Top 10 Best Uses for Aluminium in Global Industries
| Use Case |
Industry |
Sustainability Aspect |
Recycling Rate (%) |
| Aerospace Components |
Aerospace |
Lightweight, energy-efficient |
90% |
| Automotive Parts |
Automobile |
Improves fuel efficiency |
75% |
| Building Materials |
Construction |
Energy-efficient, durable |
85% |
| Packaging |
Food & Beverage |
Recyclable and lightweight |
70% |
| Electrical Conductors |
Electronics |
Highly conductive and recyclable |
80% |
| Consumer Electronics |
Electronics |
Lightweight and recyclable |
90% |
| Heat Exchangers |
HVAC |
Efficient heat transfer |
75% |
| Furniture |
Manufacturing |
Durable and stylish |
65% |
| Transport Vehicles |
Transport |
Enhances fuel efficiency |
80% |
| Solar Panels |
Renewable Energy |
Sustainable energy drive |
90% |
 +86-13516964051
+86-13516964051




 CONTACT NUMBER
CONTACT NUMBER CONTACT NUMBER
CONTACT NUMBER